- Significant $/kWh cost reduction from material technology is becoming more difficult as we approach theoretical gravimetric density limits and cost floors of raw materials.
- Cost reduction technology will be led by electrode manufacturing which can account for about half of total manufacturing costs.
- The wet (solvent + drying) and dry (less/no solvent, less/no drying) electrode manufacturing technology segments will be compared for potential benefits and limitations in mass market applications.
Introduction
Sony introduced the first rechargeable commercial lithium-ion battery in 1991 at a price exceeding $3,000/kWh. Since then, price per kilowatt-hour ($/kWh) has decreased an estimated 97%, largely due to material improvements in both performance and cost. What has changed little in over three decades is how lithium-ion batteries are manufactured. Because material cost constituted such a large portion of total production costs technology improvements focused on materials rather than manufacturing technology.
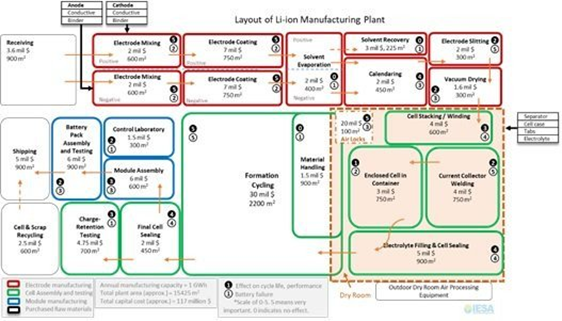
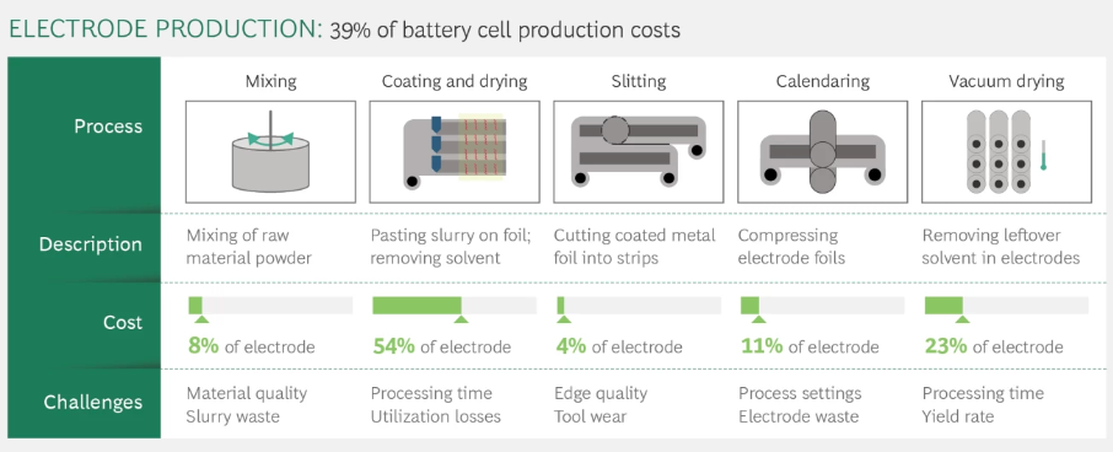
Manufacturing now accounts for 20%-25% of total cell costs and the focus has turned to manufacturing technology improvements as cell manufacturers ramp up globally to meet demand and search for durable technology solutions that will reduce cost. Electrode production-related costs can account for over one third of total production costs and up to 50% of energy consumption. The electrode production area is also one of largest in any battery factory.
Emerging Technology News
We will analyze benefits, costs, and overall impact of commercialized and developing electrode production technologies that seek to reduce lithium-ion battery prices.
MARKET ANALYSIS – By 2030 global demand for lithium-ion batteries will be 2,833 GWh according to Bloomberg New Energy Finance. Over 90% of the demand will come from mobility applications which typically have higher safety standards and performance requirements.
BNEF Electric Vehicle Outlook 2021
Forecasted increase in demand is largely driven by forecasted price decreases. A recent study by MIT revealed that most previous price decreases were related to active material improvements. Large material cost improvements will be hard to achieve moving forward as current chemistries approach theoretical limits. A recent report published by Roland Berger analyzed how a broader approach of incremental improvements which include improved processes through manufacturing technologies will be the likely path to forecasted price decreases.
At the factory level, over 200 gigafactories are operating or planned with many of them already locked into agreements with manufacturing equipment vendors. Taking into account the battery manufacturing equipment lifecycle and manufacturer capital cycle it is unlikely major components will be replaced mid-cycle unless it’s justified by a significant return on investment.
Boston Consulting Group Analysis
At the cell level, refined material value constitutes over 50% of production material cost meaning significant cost reductions from upstream components is unlikely. Moreover most volume production chemistries are approaching their theoretical specific energy making significant cost reductions from capacity improvements more difficult.
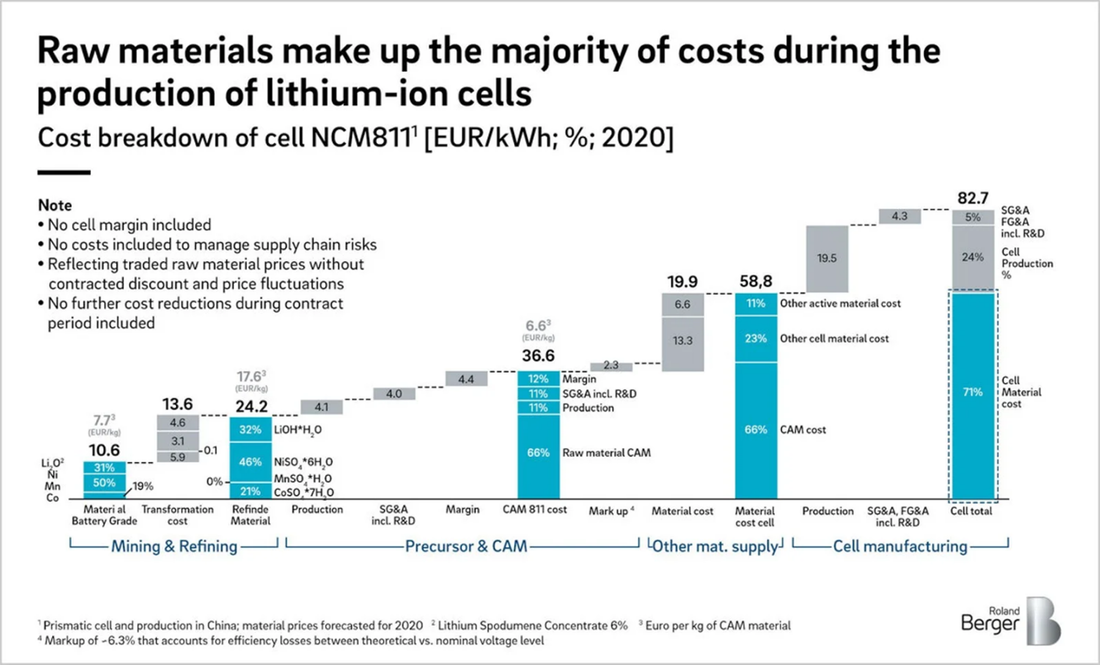
Roland Berger
Growth in the lithium-ion battery market will only continue with continuous cost reductions. The types of innovations that have driven cost down 97% over three decades may continue to play a role but new cost reduction innovations are available and can provide a better return on investment.
WET ELECTRODE MANUFACTURING – ‘Wet’ electrode production has been the industry standard since lithium-ion batteries were first commercialized.
Electrodes are manufactured by coating slurry onto a metallic current collector. The slurry contains active material, conductive carbon, and binder in a solvent. The binder, most commonly polyvinylidene fluoride (PVDF), are pre-dissolved in the solvent, most commonly N-Methyl-2-pyrrolidone (NMP). During mixing, the polymer binder flows around and coat the active material and carbon particles. After uniformly mixing, the resulting slurry is cast onto the current collector and must be dried. Evaporating the solvent to create a dry porous electrode is needed to fabricate the battery. Drying can take a wide range of time with some electrodes taking 12–24 hours at 120 °C to completely dry. In commercial applications, an NMP recovery system must be in place during the drying process to recover evaporated NMP due to the high cost and potential pollution of NMP. While the recovery system makes the entire process more economical it does require a large capital investment. (Nature)
The benefits of wet coating are well known and proven which is why nearly all commercial battery production uses wet coating. It is a mature technology with a competitive ecosystem of equipment and material suppliers. It also has a real-word track record for safety and reliability.
The drawbacks of this process are its resource consumption. Wet coating is capital, energy, space, and time intensive in the battery manufacturing process. The binder/solvent process requirements are the primary reason for this and represent the best area for improvement.
One technology that improves upon wet electrode production is Neocarbonix®[1] at the Core by Nanoramic® Laboratories, which uses a wet coating process that is NMP and PVDF free and allows manufacturers to utilize their existing manufacturing equipment. The NMP-free process enables the use of environmentally friendly solvents that require low energy during the drying process, while increasing coating and drying speed by 40%. In addition to lower manufacturing costs, Neocarbonix® at the Core allows for higher silicon content improving a variety of performance factors including energy density. Cost savings of at least $27/kWh are achievable according to a Porsche Consulting GmbH 2022 report[2]. Another company looking to improve the wet coating process is Durr-Megtec through simultaneous two-sided coating technology. This technique helps mitigate many of the drawbacks associated with wet coating. Similarly, Hirano Tecseed uses a simultaneous double face die to increase production efficiency.
DRY ELECTRODE MANUFACTURING- ‘Dry’ electrode production, as its name implies uses little or no solvent to coat active material, conductive carbon, and binder onto a current collector.
The benefits of dry coating could be numerous if the process can be industrialized to GWh-scale production. Less equipment, space, energy, and time are required per unit of capacity. Tesla provided a visual of what this could look like during their 2020 Battery Day.
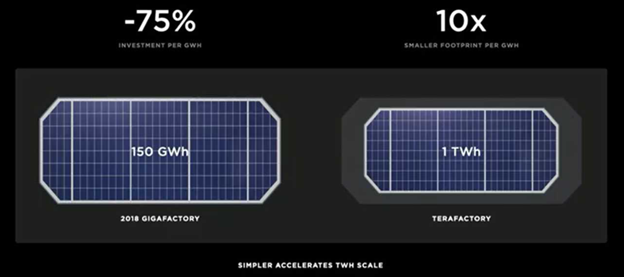
Tesla Battery Day 2020 Presentation